A relay is an electrically operated switch. It consists of a set of input terminals for a single or multiple control signals, and a set of operating contact terminals. The switch may have any number of contacts in multiple contact forms, such as make contacts, break contacts, or combinations thereof. Relays are used where it is necessary to control a circuit by an independent low-power signal, or where several circuits must be controlled by one signal.
Many relay users take a standard product, and with it, the standard offering with respect to contact material. More often than not they are perfectly happy – never have a problem – and do not give alternative materials a second thought. For some applications however, access to alternative contact materials can be a very useful.
Relay contacts are available in a variety of metals and alloys, sizes and styles. There is no such thing as a universal contact. The relay user should select contact materials, ratings, and styles to meet, as precisely as possible, the requirements of a particular application. Failure to do so can result in contact problems and even early contact failure.

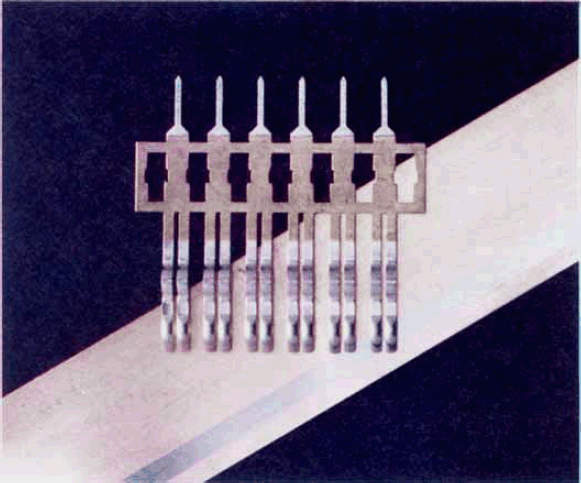
For example, some contact materials require an arc to keep them free of sulfidation, oxidation, and contaminates. Such materials on contacts used in a dry or low-level circuit can result in the contacts failing electrically to close the circuit, even though they make physically. The contacts may look clean, but this is deceiving. In reality, there is a very thin film of insulating sulfidation, oxidation or contaminates on the surface of the contacts. This film must be removed for circuit continuity to be established, and arcing can accomplish this. (For dry and low-level circuits, bifurcated contacts should be used.)
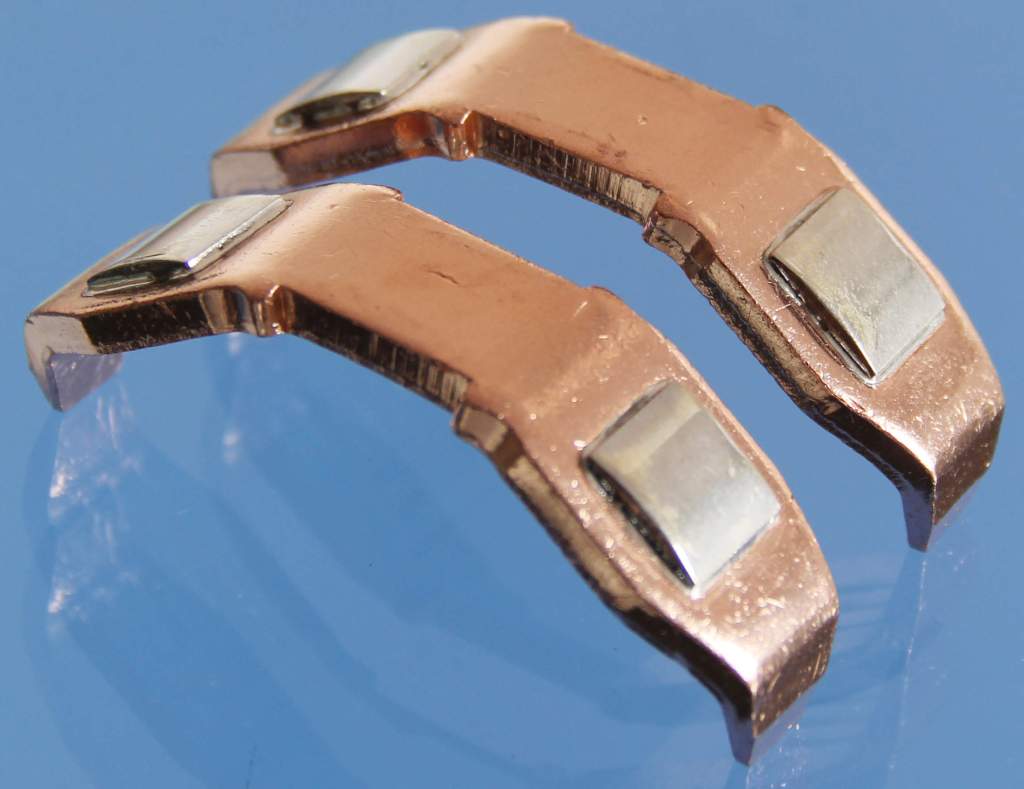
Power switching up to 50A is generally possible with industrial relays, whilst higher currents are usually the province of contactors. The principle contact materials used for relays with nominal contact ratings within the range 5 to 50A are most commonly, Silver Nickel, Silver Cadmium Oxide and Silver Tin Oxide.
Fine Silver
Fine silver has the highest electrical and thermal properties of all metals. It is the best general-purpose material available. However, it is affected by sulfidation. The rate of sulfidation indoors in a metropolitan area is approximately 70 micrograms per square centimeter per day. This sulfidation forms a film on the surface of the silver which increases contact interface resistance.

Because silver and silver alloys sulfidate, contact pressures must be great enough to break through this film. (Controlled arcing will also be helpful in that it burns off the sulfidation, and contact overtravel wipes away the residue.) While such pressures have no appreciable effect on silver-cadmium contacts, they do result in increased material wear of fine silver contacts. Also, an interface voltage of several tenths of a volt can result with fine silver contacts because of the sulfide film. This film has been known to capture and imbed airborne dirt. Breaking through this film generates electrical noise. Because of this, fine silver contacts are not used for low-level switching, such as audio circuits. Rather, fine silver and silver alloy contacts are for use in circuits of 12 volts, 0.4 ampere, or more.
Gold-Flashed Silver
For relays which must sit idle for long periods of time before initial operation, sulfidation of silver contacts can result in an impregnable contact interface resistance. Instead of specifying silver contacts for such applications, gold-flashed silver contacts should be specified. Gold flashing on each contact results in minimal sulfidation, and provides good electrical make upon contact. Because gold has a low boiling temperature, the flashing will burn off after just a few switch cycles if arc voltage and current is exceeded. The silver underlayment is then exposed, and may develop a sulfide film. Unless this situation can be tolerated, gold-flashed contacts should not be subjected to arcing.

Gold Overlay
A common contact for use in dry-and low-level circuits is gold overlay. The overlay is of sufficient thickness that it should not wear through to the base metal unless subjected to arcing conditions.
Silver Nickel
Depending on the application, material transfer may be quite prevalent with fine silver contacts. Typically, material tends to accumulate in the center of one contact, while the loss of material on the other contact leaves a hole, or “pit.” This pitting may cause premature contact failure. In such an application, it may be desirable to use fine grain silver contacts. These contacts are alloyed with 0.15% nickel, which gives the contacts a fine grain structure. As a result, material transfer is evenly distributed across the entire surface of the contact and the contacts last longer.

Silver Nickel has been around for “almost ever”. The relatively small nickel content (10%) is primarily to mechanically harden the silver and increase the resistance to electrical erosion of the contact faces, therefore making it that much more robust under heavier electrical load. It is ideal for resistive loads at the full nominal current rating of the contact, and for other loads where the load current is not so high. It is an economical and good performing general-purpose material and quite often the standard material for many power relays.
Silver Cadmium Oxide
Silver cadmium oxide contacts have long been used for switching loads that produce a high energy arc. Silver cadmium oxide contacts are less electrically conductive than fine silver contacts, but have superior resistance to material transfer and material loss due to arcing. They do exhibit greater interface resistance between mated contacts, and also a slightly greater contact assembly heat rise. The minimum arc voltage rating of silver cadmium oxide is 10 volts and, like fine silver contacts, the silver in this alloy will oxidize and sulfidate. Therefore, an arc is necessary to keep these contacts clean.

Silver Cadmium Oxide Relay Contacts
Silver Cadmium Oxide has been popular for perhaps 50 years, particularly for its very good performance when switching inductive and motor loads. Contact material erosion is lessened and in particular the material has an improved resistance to contact welding under conditions of short term high peak inrush currents that result from switching large contactor coils, incandescent lamps and small motors.
Silver Tin Indium Oxide
Silver tin indium oxide contacts, although not readily available, exhibit better resistance to arc erosion and welding than silver cadmium oxide contacts. They are even less electrically conductive, though, and are harder than silver cadmium oxide contacts. They have greater interface resistance between mating contacts and, therefore, a greater voltage drop and heat rise. At the present time, silver tin indium oxide is more expensive than silver cadmium oxide, and many relay users limit its use to applications such as incandescent lamp loads and capacitors where there is a massive inrush current during contact bounce. For low and medium power resistive and inductive loads, silver cadmium oxide is still the most commonly used and is recommended by Siemens Electromechanical Components (SEC).
Silver Tin Oxide is a more recent innovation, and like AgCdO is produced by a powder/sintering process – unlike AgNi which is a true alloy. The incredibly fine grinding of Tin Oxide into sub-micron particles, the even dispersion of this within the powdered silver, and the final high pressure forming to make the contact is a procedure that requires the most meticulous process control. In the early days of AgSnO2 the quality control, and therefore the performance, of these sintered materials was not always as consistent as it needed to be. However, today the high performance of AgSnO2 can be relied on, and nowhere more so than in the handling of large peak inrush currents primarily caused by power factor correction capacitors associated with fluorescent and other gas discharge lamps, and also the input circuitry associated with modern energy saving lamps, CFL (compact fluorescent lamp) or LED (light emitting diode).
Silver Copper Nickel
Silver copper nickel contacts are for use in high inrush DC applications such as incandescent lamps and capacitive loads. These contacts exhibit good resistance to welding.
Gold Silver Nickel Alloy
Gold silver nickel alloy contacts are for use in switching loads generally of less than one ampere, and are characterized by less electrical noise on make and break than fine silver contacts. Gold diffused silver contacts offer characteristics similar to gold silver nickel alloy, but are less expensive.

Palladium
Palladium contacts do not sulfidate or oxidize, and so offer extremely low electrical noise levels. They have an electrical life expectancy of approximately 10 times that of fine silver contacts. However, because of relatively poor conductivity properties, load currents are limited to about 5 amperes.
Palladium contacts require .006” to .012” overtravel to insure good wiping action. Because of this, they are used primarily on telephone-type relays – that is, relays on which the contact arms are parallel to the length of the coil, and on which such overtravel is easy to obtain. Also, palladium contacts should be bifurcated to help ensure circuit continuity on contact closure.
Tungsten
Tungsten contacts are for use in high voltage applications, usually where highly repetitive switching is required. Tungsten has a melting temperature of 3,380°C which gives it excellent arc-erosion resistance. Tungsten may develop troublesome oxide films, especially when used as the anode contact in some DC applications. Therefore, tungsten is often used as the cathode contact, and a palladium alloy used as the anode contact. Such a combination also minimizes contact interface resistance and material transfer.

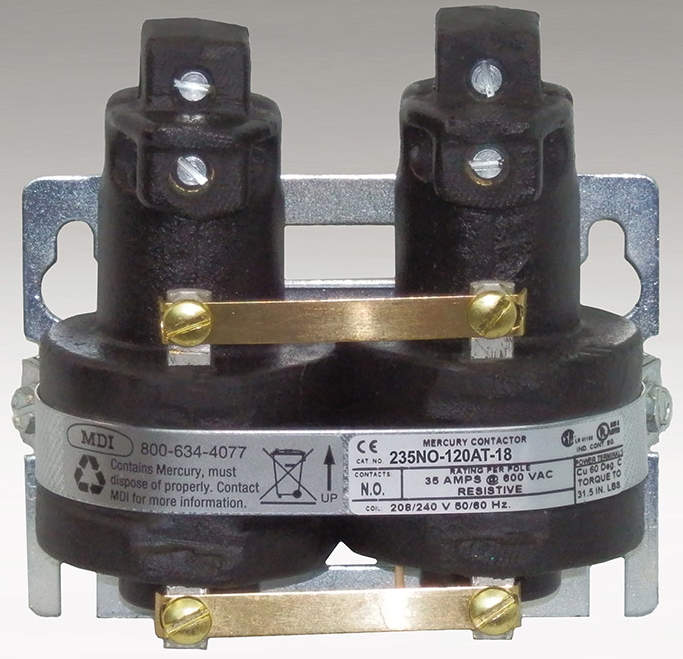
Mercury
Mercury has a melting temperature of -38.87°C. Thus, as used in relays, it is in a liquid state. Mercury will cling to the surface of any clean metal, and is used as the contacts in mercury-wetted reed relays. It has good electrical conductivity and, being liquid, there is no material transfer build-up from contact to contact. Any such material transfer is negated by the fact that when the contacts open and the mercury returns to the pool in the bottom of the relay, fresh mercury takes its place at the very next switch operation. Mercury has a boiling temperature of 357°C. Because of this, mercury contacts cannot switch currents of more than a few amperes.